
Алкогольсіз сусындар үшін шағын қолмен суды өңдеуге арналған коррозияға қарсы сүзгі пресс жабдығы








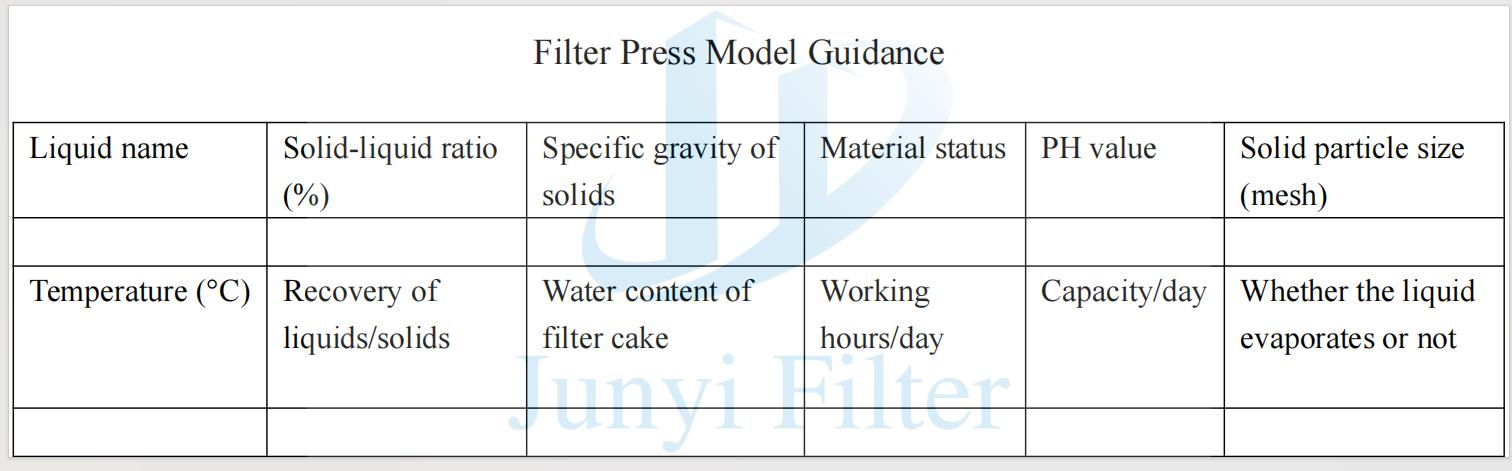
а.Сүзу қысымы<0,5Мпа
б.Сүзу температурасы: 45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.
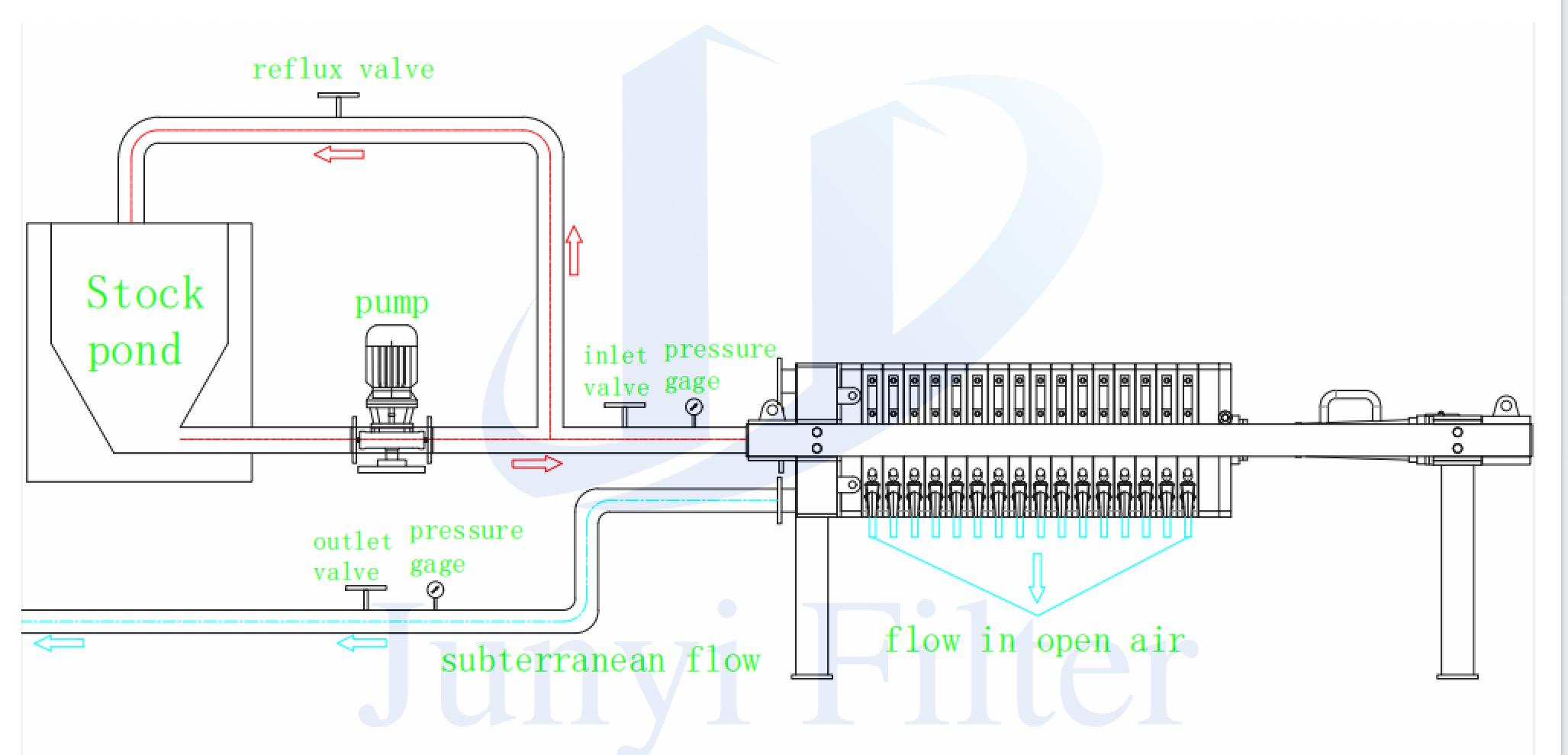
c-1.Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарынан төмен және сәйкес келетін раковинаны орнату керек.Ашық ағын қалпына келмейтін сұйықтықтар үшін қолданылады.
с-2.Сұйықтықты ағызу әдісі жақын ағын: Сүзгі прессінің беріліс ұшының астында сұйықтық алу резервуарымен қосылған екі жақын ағынды шығатын магистральдық құбыр бар.Егер сұйықтықты қалпына келтіру қажет болса немесе сұйықтық ұшқыш, иісі бар, жанғыш және жарылғыш болса, қараңғы ағын қолданылады.
d-1.Сүзгі мата материалын таңдау: Сұйықтықтың рН мәні сүзгі матасының материалын анықтайды.PH1-5 - қышқылды полиэфирлі сүзгі шүберек, PH8-14 - сілтілі полипропилен сүзгі шүберек.Тұтқыр сұйық немесе қатты сүзгі матасын таңдау үшін, ал тұтқыр емес сұйық немесе қатты сүзгі матасын таңдаған жөн.
d-2.Сүзгі матасының торын таңдау: Сұйықтық бөлінеді және әртүрлі қатты бөлшектердің өлшемдері үшін сәйкес тор саны таңдалады.Сүзгі шүберек торының диапазоны 100-1000 тор.Микронды торға түрлендіру (1UM = 15 000 тор ---теорияда).
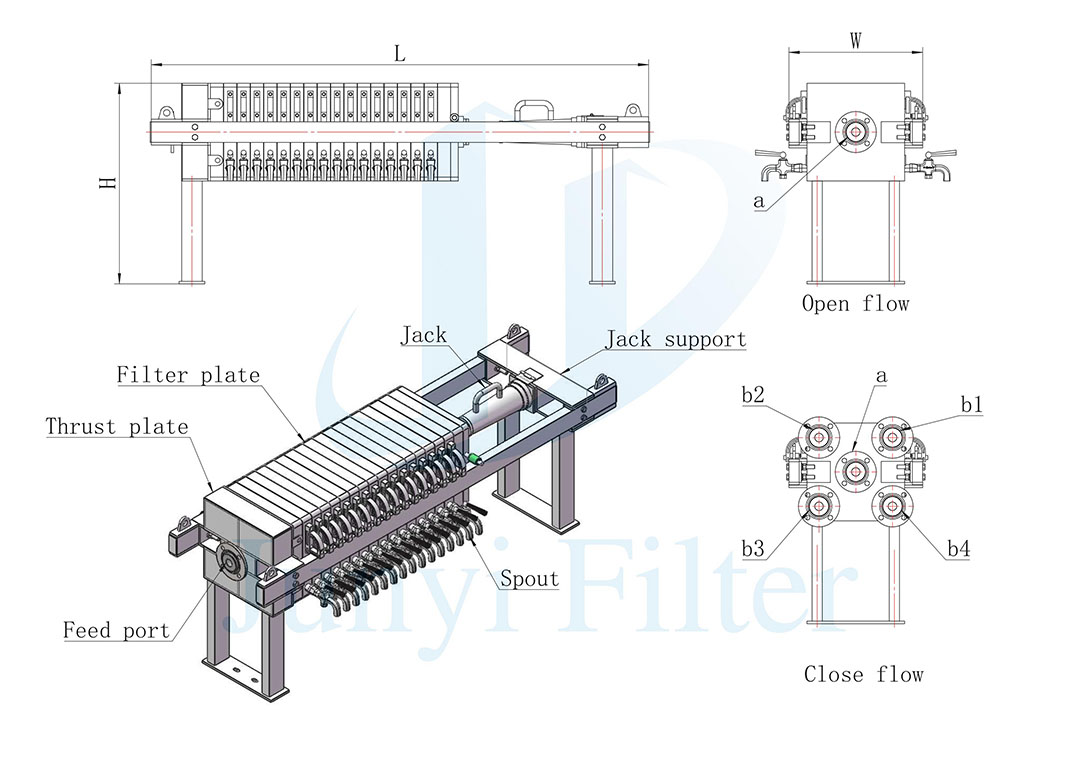
e.Тірек бетін өңдеу: PH мәні бейтарап немесе әлсіз қышқылдық негіз;Сүзгі прессінің жақтауының беті алдымен құммен өңделеді, содан кейін праймермен және коррозияға қарсы бояумен себіледі.PH мәні күшті қышқыл немесе күшті сілтілі, сүзгі престің жақтауының беті құммен өңделеді, праймермен себіледі, ал беті тот баспайтын болаттан немесе PP пластинасымен оралады.
Азықтандыру процесі
Қолданбалы салалар
Мұнай, химия, фармацевтика, қант, тамақ, көмір жуу, май, баспа және бояу, сыра қайнату, керамика, тау-кен металлургиясы, ағынды суларды тазарту және басқа да салалар.
1. Технологиялық талаптарға сәйкес құбырды қосу және суға кіру сынағы жасау, құбырдың ауа өткізбейтіндігін анықтау;
2. Кіріс қуат көзін қосу үшін (3 фаза + бейтарап), электр басқару шкафы үшін жерге тұйықтау сымын қолданған дұрыс;
3. Басқару шкафы мен қоршаған жабдықты қосу.Кейбір сымдар қосылды.Басқару шкафының шығыс желісінің терминалдары таңбаланған.Сымдарды тексеру және оны қосу үшін схеманы қараңыз.Бекітілген терминалда бос жерлер болса, қайтадан қысыңыз;
4. Гидравликалық станцияны 46 # гидравликалық маймен толтырыңыз, гидравликалық май резервуарды бақылау терезесінде көрінуі керек.Сүзгі пресі 240 сағат үздіксіз жұмыс істесе, гидравликалық майды ауыстырыңыз немесе сүзіңіз;
5. Цилиндрдің манометрін орнату.Орнату кезінде қолмен айналдыруды болдырмау үшін кілтті пайдаланыңыз.Манометр мен май цилиндрі арасындағы қосылымда тығыздағыш сақинаны қолданыңыз;
6. Май цилиндрі бірінші рет жұмыс істегенде, гидравликалық станцияның қозғалтқышын сағат тілімен бұру керек (қозғалтқышта көрсетілген).Май цилиндрін алға итеру кезінде манометрдің негізі ауаны шығаруы керек, ал май цилиндрін алға және артқа қайта-қайта итеру керек (манометрдің жоғарғы шекті қысымы 10Мпа) және ауаны бір уақытта шығару керек;
7. Сүзгі прессі бірінші рет жұмыс істейді, сәйкесінше әртүрлі функцияларды орындау үшін басқару шкафының қолмен күйін таңдаңыз;Функциялар қалыпты болғаннан кейін автоматты күйді таңдауға болады;
8. Сүзгі матасын орнату.Сүзгі престің сынақ жұмысы кезінде сүзгі пластинасын алдын ала сүзгі шүберекпен жабдықтау керек.Сүзгі матаның тегіс болуын және ешқандай қыртыстардың немесе қабаттасқан жерлерінің жоқтығына көз жеткізу үшін сүзгі матасын сүзгі тақтасына орнатыңыз.Сүзгі матаның тегіс екеніне көз жеткізу үшін сүзгі тақтасын қолмен итеріңіз.
9. Сүзгі престің жұмысы кезінде апат орын алса, оператор авариялық тоқтату түймесін басады немесе авариялық арқанды тартады;
Қосымша тауарлар
-

Тот баспайтын Sreel гидравликалық автоматты сығымдау...
✧ Өнім мүмкіндіктері A、Сүзу қысымы<0,5Мпа B、Сүзу температурасы:45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1, Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарының астына және сәйкес раковинаға орнатылуы керек.Ашық ағын пайдаланылады...
-

Бағдарламаланған автоматты тартқыш тақта камерасының сүзгісі...
✧ Өнім мүмкіндіктері A. Сүзу қысымы<0,5Мпа B. Сүзу температурасы: 45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1.Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарынан төмен және сәйкес келетін раковинаны орнату керек.Ашық ағын ... үшін пайдаланылады.
-

Цилиндрді қысу камерасының қолмен сүзгі прессі
✧ Өнім мүмкіндіктері A. Сүзу қысымы<0,5Мпа B. Сүзу температурасы: 45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1.Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарынан төмен және сәйкес келетін раковинаны орнату керек.Ашық ағын ... үшін пайдаланылады.
-

Зауыттық жеткізу шағын қолмен су тазарту құмырсқа...
✧ Өнім мүмкіндіктері A、Сүзу қысымы<0,5Мпа B、Сүзу температурасы:45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1, Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарының астына және сәйкес раковинаға орнатылуы керек.Ашық ағын пайдаланылады...
-

Болат өнеркәсібіне арналған тағамдық сапалы камералық сүзгі сығымды...
✧ Өнім мүмкіндіктері A、Сүзу қысымы<0,5Мпа B、Сүзу температурасы:45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1, Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарының астына және сәйкес раковинаға орнатылуы керек.Ашық ағын пайдаланылады...
-

Гидравликалық автоматты сығымдау камерасының сүзгісі ...
✧ Өнім мүмкіндіктері A. Сүзу қысымы<0,5Мпа B. Сүзу температурасы: 45℃/ бөлме температурасы;80℃/ жоғары температура;100℃/ Жоғары температура.Әртүрлі температуралық өндіріс сүзгі пластиналарының шикізат қатынасы бірдей емес, ал сүзгі пластиналарының қалыңдығы бірдей емес.C-1.Шығару әдісі - ашық ағын: крандар әр сүзгі тақтасының сол және оң жақтарынан төмен және сәйкес келетін раковинаны орнату керек.Ашық ағын ... үшін пайдаланылады.





